
技術(shù)文章
Technical articles 熱門搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調(diào)諧帶通濾波器
熱門搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調(diào)諧帶通濾波器
 更新時(shí)間:2025-09-26
更新時(shí)間:2025-09-26 點(diǎn)擊次數(shù):403
點(diǎn)擊次數(shù):403
1、智能化激光制造裝備
1.1 光束調(diào)控
如何獲得高質(zhì)量、高精度的激光是激光技術(shù)基礎(chǔ)研究和應(yīng)用研究中廣受關(guān)注的課題,而人工智能算法正是實(shí)現(xiàn)激光光束質(zhì)量預(yù)測(cè)和調(diào)控的有效手段。針對(duì)現(xiàn)有簡(jiǎn)單仿真模型對(duì)復(fù)雜光學(xué)系統(tǒng)預(yù)測(cè)能力不足的問(wèn)題,哈爾濱工業(yè)大學(xué)劉國(guó)棟團(tuán)隊(duì)將深度神經(jīng)網(wǎng)絡(luò)與Frantz-Nodvik方程相結(jié)合,提出了一種優(yōu)于傳統(tǒng)擬合方法的大功率ICF激光系統(tǒng)中主放大器輸出能量預(yù)測(cè)新方法(圖1)。國(guó)防科技大學(xué)周樸團(tuán)隊(duì)不僅利用深度學(xué)習(xí)技術(shù)實(shí)現(xiàn)了少模光纖激光器光束傳播因子M2的準(zhǔn)確預(yù)測(cè),還通過(guò)深度學(xué)習(xí)網(wǎng)絡(luò)補(bǔ)償和優(yōu)化算法消除了高功率模式可編程軌道角動(dòng)量(OAM)光束相位差,保證了OAM光束的純度。
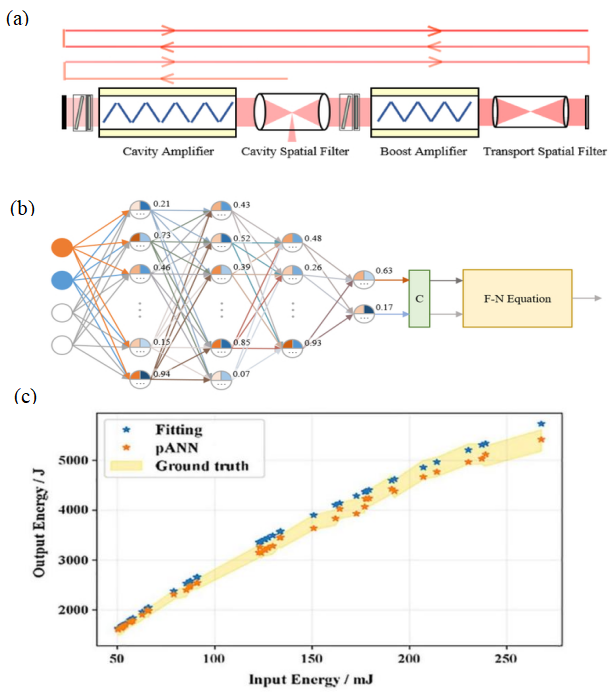
圖1 利用深度神經(jīng)網(wǎng)絡(luò)進(jìn)行主放大器輸出能量的預(yù)測(cè)。(a)主放大器內(nèi)部光路及主要模塊;(b)光束輸入和輸出能量關(guān)系;(c)預(yù)測(cè)結(jié)果及擬合方法[1]
隨著制造品質(zhì)需求不斷提升,傳統(tǒng)高斯光束單點(diǎn)加工方式難以滿足當(dāng)前激光微納結(jié)構(gòu)制造的高精度、高效率和跨尺度加工要求。因此需要利用光束整形技術(shù)調(diào)整光束的焦點(diǎn)、形狀、強(qiáng)度分布,將光束輪廓塑造成特定的形狀。隨著光場(chǎng)所需特性的復(fù)雜性不斷增加,此類系統(tǒng)的設(shè)計(jì)面臨著許多挑戰(zhàn)。相較傳統(tǒng)方法,人工智能算法能夠更加快速準(zhǔn)確地實(shí)現(xiàn)復(fù)雜光場(chǎng)的調(diào)制。如圖2所示,亞琛工業(yè)大學(xué)Buske等人通過(guò)衍射神經(jīng)網(wǎng)絡(luò)算法,將光束能量分布調(diào)整為平頂光、扶手椅和蝴蝶形狀。此外,同濟(jì)大學(xué)李鵬忠團(tuán)隊(duì)使用人工神經(jīng)網(wǎng)絡(luò)對(duì)U-Net神經(jīng)網(wǎng)絡(luò)算法進(jìn)行改進(jìn),用于基于空間光調(diào)制器(SLM)的光束整形優(yōu)化。
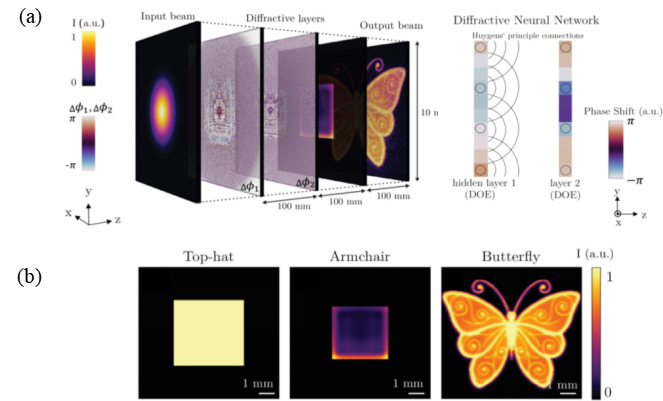
圖2 使用衍射神經(jīng)網(wǎng)絡(luò)進(jìn)行光束整形[2]
1.2 設(shè)備管理
人工智能在設(shè)備健康管理中的應(yīng)用可以提高設(shè)備的可靠性、延長(zhǎng)設(shè)備的使用壽命、減少停機(jī)時(shí)間和維修成本。它可以通過(guò)實(shí)時(shí)監(jiān)測(cè)、預(yù)測(cè)性維護(hù)和故障診斷等方式,提供更智能、高效的設(shè)備管理和維護(hù)策略。德國(guó)基爾大學(xué)Khouloud Abdelli等人利用一種基于堆疊雙向長(zhǎng)短期記憶網(wǎng)絡(luò)(BiLSTM)和卷積神經(jīng)網(wǎng)絡(luò)(CNN)的多任務(wù)學(xué)習(xí)方法實(shí)現(xiàn)了對(duì)光纖故障的檢測(cè)、定位、表征和識(shí)別。國(guó)防科技大學(xué)石峰教授團(tuán)隊(duì)基于光學(xué)元件小尺度損傷點(diǎn)數(shù)量與修復(fù)深度之間的相關(guān)性建立了高精度神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)模型,可用于光學(xué)器件的高效修復(fù)。山西大學(xué)盧華東教授團(tuán)隊(duì)將BP神經(jīng)網(wǎng)絡(luò)算法和PID控制算法相結(jié)合,制造了一種新型、穩(wěn)定的單頻連續(xù)激光器溫度控制器,防止高溫對(duì)光學(xué)器件的損壞。
2、智能化激光制造技術(shù)
2.1 激光切割
激光切割因精度高、速度快、熱響區(qū)小、不存在工具磨損等優(yōu)點(diǎn)而廣泛應(yīng)用于汽車、航空航天、電器電子等諸多領(lǐng)域。人工智能在激光切割時(shí),通過(guò)路徑優(yōu)化、實(shí)時(shí)監(jiān)測(cè)、參數(shù)選擇和缺陷檢測(cè)等方式優(yōu)化切割過(guò)程,可提高切割效率和切割質(zhì)量。德國(guó)卡爾斯魯厄理工學(xué)院Fernando團(tuán)隊(duì)使用RGB圖像數(shù)據(jù)庫(kù)和相應(yīng)的粗糙度值訓(xùn)練卷積神經(jīng)網(wǎng)絡(luò),可以準(zhǔn)確估計(jì)切割邊緣的粗糙度,平均誤差達(dá)到3.6 µm。比利時(shí)魯汶大學(xué)Duflou團(tuán)隊(duì)開(kāi)發(fā)了一種高效的切割邊緣粗糙度預(yù)測(cè)算法,以更少的數(shù)據(jù)量對(duì)切割粗糙度進(jìn)行預(yù)測(cè)。英國(guó)南安普敦大學(xué) Zervas 團(tuán)隊(duì)利用深度學(xué)習(xí)方法從切割表面的顯微圖像中得到激光掃描速度,并進(jìn)一步證明可以利用神經(jīng)網(wǎng)絡(luò)預(yù)測(cè)切割表面的外觀形狀。
2.2 激光拋光
激光拋光技術(shù)用于改善材料表面的光潔度、平整度和外觀質(zhì)量,是解決復(fù)雜表面和自由曲面特征零件高質(zhì)量拋光難題的有力手段。為了達(dá)到良好的拋光效果,通常需要進(jìn)行大量實(shí)驗(yàn)對(duì)工藝進(jìn)行優(yōu)化,導(dǎo)致生產(chǎn)成本過(guò)高。采用人工智能算法對(duì)拋光結(jié)果進(jìn)行預(yù)測(cè),可快速得到最佳工藝參數(shù),實(shí)現(xiàn)降本增效。德國(guó)卡爾斯魯厄理工學(xué)院Wilhelm博士等人構(gòu)建了神經(jīng)網(wǎng)絡(luò)模型,并使用遺傳算法對(duì)其進(jìn)行優(yōu)化,用于獲得符合給定表面粗糙度和熱影響要求的拋光工藝窗口。激光拋光合金的微觀結(jié)構(gòu)對(duì)于表面強(qiáng)度及其性能至關(guān)重要。北京航空航天大學(xué)激光團(tuán)隊(duì)利用人工神經(jīng)網(wǎng)絡(luò)對(duì)激光選區(qū)熔化Ti-6Al-4V的拋光表面質(zhì)量進(jìn)行預(yù)測(cè)(圖3),在使用推薦參數(shù)進(jìn)行拋光后,不僅平均粗糙度Ra從10 μm降低到0.15 μm以下,而且顯微硬度和抗變形性能得到顯著增強(qiáng)。
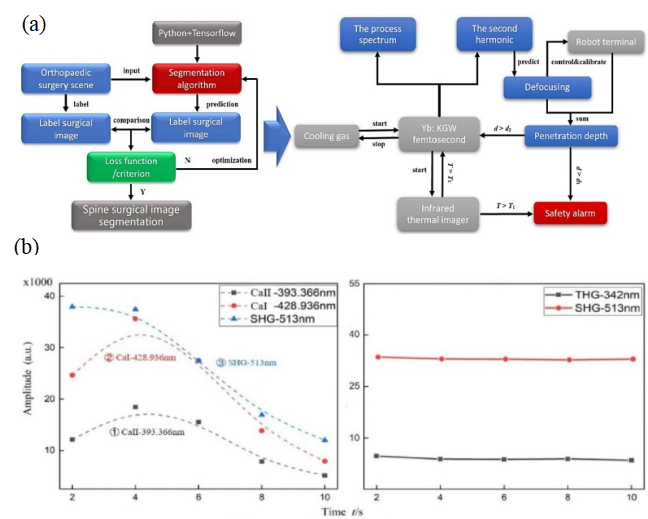
圖3 神經(jīng)網(wǎng)絡(luò)模型和表面形貌分析[3]
2.3 激光截/鉆骨
激光在骨科臨床手術(shù)中的應(yīng)用越來(lái)越廣泛,能夠有效避免傳統(tǒng)機(jī)械骨科手術(shù)中存在的骨孔壁粗糙、微裂紋等問(wèn)題。為減少手術(shù)中激光對(duì)健康組織的損傷,可使用人工智能算法對(duì)骨處理過(guò)程中產(chǎn)生的圖像、光、聲信號(hào)進(jìn)行處理,實(shí)現(xiàn)對(duì)生物組織的實(shí)時(shí)分類識(shí)別,為患者提供更好的治療效果和術(shù)后恢復(fù)。瑞士巴塞爾大學(xué)的Bayhaqi團(tuán)隊(duì)利用基于深度學(xué)習(xí)的快速光學(xué)相干層析成像(OCT)圖像去噪方法實(shí)現(xiàn)了對(duì)生物組織的分類。瑞士聯(lián)邦材料科學(xué)與技術(shù)實(shí)驗(yàn)室Wasmer團(tuán)隊(duì)通過(guò)機(jī)器學(xué)習(xí)處理聲信號(hào)來(lái)分類識(shí)別皮膚、脂肪、肌肉和骨骼,提升了激光截骨準(zhǔn)確度。
北京航空航天大學(xué)激光團(tuán)隊(duì)利用光譜儀采集加工過(guò)程中產(chǎn)生的二次諧波信號(hào)用于定位和監(jiān)測(cè),實(shí)現(xiàn)了基于光譜響應(yīng)的工藝參數(shù)優(yōu)化(圖4)。在此基礎(chǔ)上,本團(tuán)隊(duì)在飛秒激光鉆骨過(guò)程中使用卷積神經(jīng)網(wǎng)絡(luò)對(duì)光斑位置進(jìn)行精準(zhǔn)定位,展現(xiàn)了該方法在提升手術(shù)安全性方面的潛力。
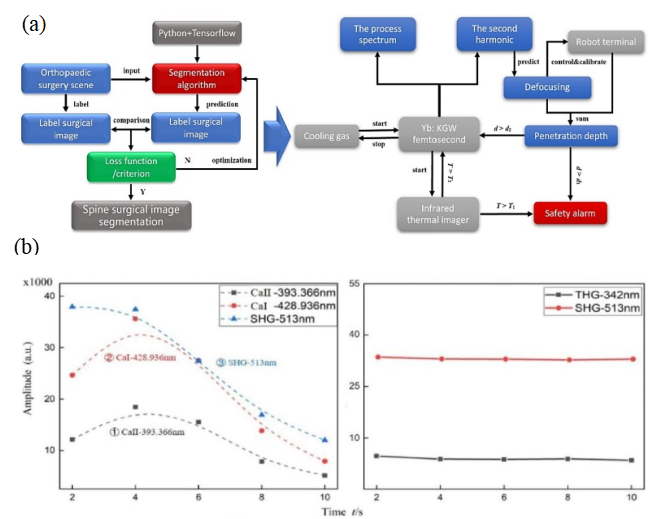
圖4 激光鉆骨實(shí)驗(yàn)[4]
2.4 激光焊接
激光焊接技術(shù)是激光制造領(lǐng)域應(yīng)用最為廣泛的技術(shù)之一,具有能量密度高、熱影響區(qū)小、焊縫深寬比大、自動(dòng)化程度高等優(yōu)點(diǎn)。研究熔池和焊縫的特點(diǎn)可以幫助提升激光焊接的質(zhì)量和效率。利用人工智能快速分析熔池的幾何形態(tài)、深度、寬度以及熔池與基材之間的界面特征等參數(shù),可以評(píng)估焊縫的質(zhì)量,并優(yōu)化焊接參數(shù)以實(shí)現(xiàn)所需的焊縫形態(tài)和性能。華中科技大學(xué)蔣平教授團(tuán)隊(duì)使用圖像處理技術(shù)提取激光熔池和小孔的特征,將多種神經(jīng)網(wǎng)絡(luò)集成來(lái)建立激光熔池、小孔特征與焊縫特征之間的關(guān)系(圖5)。廣東工業(yè)大學(xué)高向東團(tuán)隊(duì)基于傳感器信號(hào)特征構(gòu)建了用于焊縫缺陷檢測(cè)的支持向量機(jī)(SVM)分類模型,可利用光學(xué)特征對(duì)焊接缺陷進(jìn)行有效檢測(cè)。

圖5 不同神經(jīng)網(wǎng)絡(luò)構(gòu)建的熔池和鎖孔關(guān)系[5]
2.5 激光增材制造
激光增材制造技術(shù)為復(fù)雜結(jié)構(gòu)、難加工零部件提供了定制化、個(gè)性化制造策略。材料、結(jié)構(gòu)、工藝是決定增材制造部件性能的關(guān)鍵因素,因此通常在制造之前需大量試錯(cuò)預(yù)實(shí)驗(yàn)以獲得最佳工藝條件,而這使得設(shè)計(jì)成本高昂、耗時(shí)且不可預(yù)測(cè)。利用人工智能進(jìn)行材料成分設(shè)計(jì)、組織性能預(yù)測(cè)、工藝參數(shù)優(yōu)化等,有助于實(shí)現(xiàn)增材零件的高質(zhì)量、低成本制造。新加坡制造技術(shù)研究院Tan等人利用機(jī)器學(xué)習(xí)方法開(kāi)發(fā)了一種專用于增材制造的Fe-20.8Ni-6.2Ti-1.7Al (wt%)新型馬氏體鋼,具有優(yōu)異的抗拉強(qiáng)度(1.54 GPa)和均勻延伸率(8.1%),如圖6所示。日本東北大學(xué)Aoyagi教授根據(jù)不同工藝參數(shù)下內(nèi)部缺陷與表面形態(tài)的關(guān)系,通過(guò)機(jī)器學(xué)習(xí)獲得制造無(wú)件的最佳工藝參數(shù)。

圖6 Fe-Ni-Ti-Al新型馬氏體時(shí)效鋼的機(jī)器學(xué)習(xí)輔助成分設(shè)計(jì)示意圖[6]
3、總結(jié)與展望
人工智能的發(fā)展和進(jìn)步引發(fā)了制造業(yè)的巨大變革,推動(dòng)制造業(yè)向自動(dòng)化、智能化方向發(fā)展。激光制造作為當(dāng)前制造業(yè)中前景的先進(jìn)制造技術(shù)之一,兩者結(jié)合是行業(yè)發(fā)展的必然趨勢(shì),人工智能在激光制造技術(shù)中的廣泛應(yīng)用促進(jìn)了激光制造技術(shù)的持續(xù)進(jìn)步。
然而,人工智能在激光制造中的應(yīng)用仍存在不小的挑戰(zhàn):1)時(shí)間和金錢成本較高,需開(kāi)發(fā)新方法提高數(shù)據(jù)利用率;2)激光制造過(guò)程復(fù)雜多樣,需開(kāi)發(fā)出能夠適應(yīng)復(fù)雜應(yīng)用場(chǎng)景的數(shù)據(jù)采集和智能算法;3)缺乏統(tǒng)一應(yīng)用標(biāo)準(zhǔn),應(yīng)構(gòu)建數(shù)據(jù)共享平臺(tái),整合資源形成統(tǒng)一標(biāo)準(zhǔn);4)激光智能裝備仍存在精度、穩(wěn)定性和可靠性等問(wèn)題,需進(jìn)一步加強(qiáng)技術(shù)研發(fā)和人才培養(yǎng),加速推進(jìn)激光智能裝備的實(shí)際應(yīng)用。
參考文獻(xiàn): 中國(guó)光學(xué)期刊網(wǎng)
您好,可以免費(fèi)咨詢技術(shù)客服[Daisy]
筱曉(上海)光子技術(shù)有限公司
歡迎大家給我們留言,私信我們會(huì)詳細(xì)解答,分享產(chǎn)品鏈接給您。
免責(zé)聲明:
資訊內(nèi)容來(lái)源于互聯(lián)網(wǎng),目的在于傳遞信息,提供專業(yè)服務(wù),不代表本網(wǎng)站及新媒體平臺(tái)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。如對(duì)文、圖等版權(quán)問(wèn)題存在異議的,請(qǐng)聯(lián)系我們將協(xié)調(diào)給予刪除處理。行業(yè)資訊僅供參考,不存在競(jìng)爭(zhēng)的經(jīng)濟(jì)利益。
 當(dāng)前位置:
當(dāng)前位置:
